Technician Productivity: Strategies That Work
Technician productivity isn’t a motivation problem, it’s a management system problem. When planning, kitting, and schedule discipline click, wrench time climbs, costs fall, and teams feel proud of the work they complete.
Book a work Management Tune-Up

The Human Truth: Busy ≠ Productive
Some days I didn’t feel like working, and those days dragged. I looked busy because looking busy kept the questions away. The real problem? I wasn’t fully utilized. There wasn’t enough planned maintenance to keep me engaged for a full shift. A good day was simple: a full slate of well‑planned jobs, steady execution, and the satisfaction of real progress.
Managers in the Spotlight: Why Planning Matters
Utilization is a management outcome. Strong planners and schedulers change the math. When 18% of a tech’s day is spent hunting parts and 24–26% is spent walking to and from jobs, nearly half the day creates no value. Planning and kitting reclaim that time.
Two Levers That Move Wrench Time
-
Plan the work: technicians stop planning on the fly; job plans bring consistency.
-
Kit the work: parts, tools, and permits staged in advance; less time lost to searching.
Together, these levers can lift wrench time by ~50%.
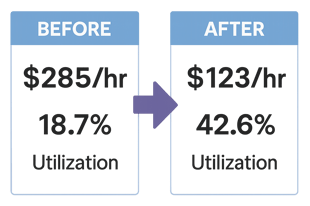
Case Study: From 18.7% → 42.6% Utilization
Before: 22‑person crew at 18.7% utilization—the equivalent of ~15 FTE idle while seven carried the load; effective labor $285/hour to complete work.
Actions: two techs moved into planner roles; implemented kitting; trained supervisors to remove obstacles and manage in the field.
After (quickly): 42.6% utilization; effective labor $123/hour; inventories −19.8% thanks to better planning and normal lead times.
When Roles Blur, Productivity Tanks
The assessment revealed a brittle setup: high turnover and no formal engineering team, with supervisors moonlighting as planners and pushing next-day schedules—so no real planning occurred.
-
Techs repairing on the fly; poor documentation.
-
81% of corrective work marked “48 hours”
-
13% of corrective work marked “24 hours”—no prioritization logic.
-
Utilization <12%; bloated inventory and expedite fees exceeding material costs.
The Fix: Five Guides + Clear Ownership
-
Asset management framework: FMECA/strategies/PMs to align risk and effort.
-
Work management process guide: identify → plan → schedule → execute → close → analyze.
-
Material management guide: demand planning, kitting, right part/right time.
-
Data management guide: hierarchy, BOMs, failure/cause codes, and data quality rules.
-
Roles & responsibilities: supervisors supervise; dedicated planners and schedulers; assign resources to PdM.
Putting Plans into Action (Org Design + Cadence)
-
New structure: 1 maintenance manager; 4 supervisors; 4 planners; 2 schedulers.
-
Weekly scheduling meeting with schedule freeze; storeroom kits PMs & planned work.
-
Writing process guides; CMMS cleanup (status/failure codes, backlog).
-
Outcomes: visible culture shift, lower turnover, and restored confidence in maintenance.
30/60/90‑Day Playbook
30 days
Stand up planning: top 20 job plans (scope, tools, parts, safety, estimates).
Publish priority + SLA matrix; stop marking everything urgent.
Lock failure/cause code sets; require time/parts at closeout.
60 days
Formal plan–schedule cadence with readiness gates and freeze.
Launch kitting for PMs and planned corrective work.
Supervisors coach in the field; verify closeout quality.
90 days
Move 1–2 high‑caliber techs into planner roles.
Review inventory vs planned demand; cut expedites; normalize lead times.
Run 1st RCA cycle; update strategies, job plans, and BOMs; publish a change log.
Metrics That Matter (Leading → Lagging)
-
Leading: plan coverage, kit completeness, schedule adherence, closeout completeness (% time/parts/failure/cause).
-
Lagging: utilization/wrench time, rework rate, maintenance cost/asset, availability.
Common Pitfalls to Avoid
Supervisors doing planning “on the side”; no schedule freeze; constant break‑ins; overlong low‑value PMs; missing BOMs; weak failure/cause coding; treating the CMMS like a filing cabinet, not a system of work.
FAQ
What boosts wrench time fastest?
Planning + kitting + weekly schedule discipline with a freeze and readiness gates.
Where should planners come from?
High‑caliber techs with system thinking—move 1–2 into planning to seed the function.
How do we stop everything being “urgent”?
Publish a priority/SLA matrix tied to risk and value; audit exceptions weekly.
Which data fields matter most at closeout?
Time, parts, failure and cause codes; make them mandatory and audited.
Topics: facilitiesnet, Work Management, Article

Posted by
Nexus Global
Recognized globally, across various industries, for delivering sustainable solutions that optimize both the organization’s assets and processes to yield a ROI of 10:1 or greater. Nexus Global Business Solutions, Inc. has been a worldwide leader in asset performance management and maintenance consulting, coaching and training for 15+ years.